V proizvodnem procesu Impol PCP stiskamo aluminij in njegove zlitine v različnih geometrijskih oblikah (okrogle, kvadratne, šestkotne, ploščate …) ter profile različnih oblik na zahtevo kupčevega naročila.
Iztiskovanje z drugim izrazom poimenujemo tudi premočrtno tlačno iztiskanje, pri katerem lahko surovec iztisnemo deloma ali pa celega potisnemo skozi odprtino v matrici oziroma orodju, kjer se njegov prerez in oblika zmanjšata.
Prednosti iztiskovanja sta ustvarjanje zelo kompleksnih prerezov in možnost iztiskovanja krhkih materialov. Pri slednji med procesom obdelave naletimo na strižne in tlačne napetosti, kar omogoča deformacijo brez trganja materiala. Proces iztiskovanja prav tako omogoča oblikovanje izdelkov z izvrstno površino.
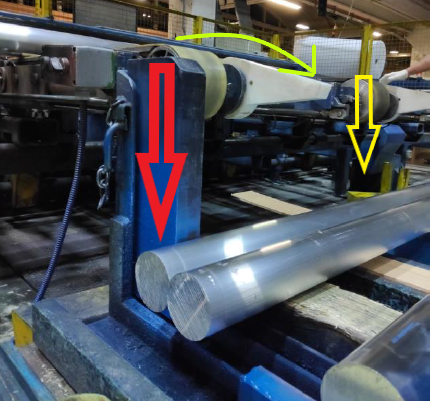
55 MN-stiskalnica je direktna stiskalnica, namenjena za direktno stiskanje palic in profilov iz aluminija in njegovih zlitin. Direktno iztiskovanje, ki ga poznamo še kot konvencionalno stiskanje, je najbolj razširjeno po vsem svetu in sodi med glavne predelovalne metode aluminija.
Pri tem načinu obdelovanja kovin se okroglica vstavi v recipient, nakar začne bat stiskalnice s pritiskanjem skozi matrico na drugo stran. Velja, da ima orodje manjši prerez kot okroglica. Pogoji stiskanja so podani na delovnih nalogih, tabelah, grafikonih in matični tehnologiji.
Pri iztiskanju palic lahko pride do prečnih deformacij zaradi odstopanja legiranih elementov v zlitini ali pa zaradi nepravilne hitrosti pomika glavnega bata.
Najbolj pogoste prečne deformacije, ki se pojavijo, so površinske razpoke, prečni risi, sklepi, natrgan material, napake na palicah zaradi izvlačilnika in poškodbe palic, ki nastanejo v času pakiranja.
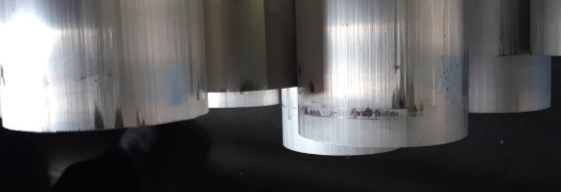
V diplomskem delu bomo največ pozornosti namenili napaki, imenovani »stop marker«. »Stop marker« oziroma v delavskem žargonu sklep se na palicah pojavlja pri napakah stiskalnice. Sklep je prečna deformacija na palici, ki se pojavi ob zastoju stiskalnice na območju orodja; to palico zavržemo in ponovno pretalimo.
Med najpogostejše napake, ki se pojavljajo na stiskalnici, sodijo: napaka na izvlačilniku, polna proga za odlaganje palic, izpad elektrike ali človeška napaka. Eden izmed glavnih ciljev v diplomskem delu bo ugotoviti, kako odpraviti napako, imenovano »stop marker«.